Indice dei contenuti
L’esperienza della Squadra Corse del Politecnico di Torino
Articolo originariamente pubblicato su A&C-Analisi&Calcolo.
Autori: Alessio Canuto, Alexander Freedman – Squadra Corse PoliTO
L’articolo è frutto dell’esperienza maturata dagli autori durante la stagione 2016-2017.
La Squadra Corse del Politecnico di Torino è un team di formula SAE (Society of Automotive Engineers) che compete con i propri prototipi nell’omonimo campionato, sfidando le università di tutto il mondo in una serie di eventi sia statici (cost, business presentation, design) sia dinamici (acceleration, autocross, skidpad ed endurance). I primi hanno lo scopo di valutare la bontà del progetto, sia dal punto di vista tecnico sia economico, mentre i secondi sono delle vere e proprie gare in cui vince la squadra più veloce.

Il team nasce nel 2005 dall’idea di alcuni studenti appassionati al mondo delle competizioni. Da allora sia i prototipi sia le tecniche e le tecnologie utilizzate per crearli si sono evoluti molto. Sicuramente uno dei passi più importanti è stato il passaggio dal telaio tubolare in acciaio alla prima monoscocca in composito, materiali studiati ed utilizzati anche per creare la più recente monoscocca del team, quella del campionato 2018.
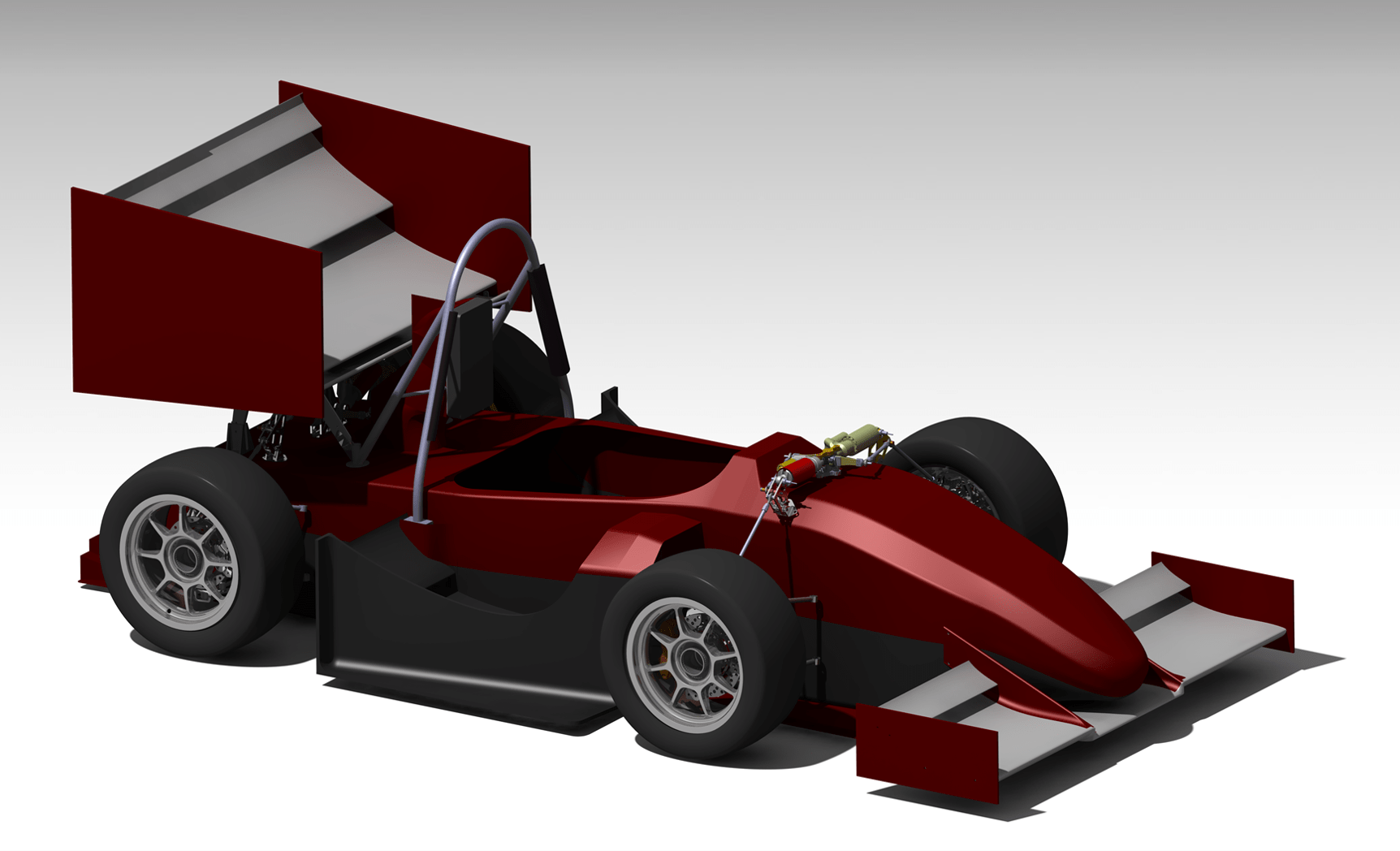
CAD della monoposto SCdiciassette
La necessità di costruire una monoscocca, e non solo, che sia al contempo leggera, rigida e sicura, ha reso necessaria l’adozione dei migliori strumenti informatici disponibili in commercio come, per esempio, Laminate Tools. Questo software, specifico per lo studio dei materiali compositi, permette la gestione dell’intero ciclo di sviluppo, dalla progettazione all’ottimizzazione e, infine, alla produzione. All’interno del team l’utilizzo principale è legato a quest’ultima fase, cioè alla definizione del così detto plybook o del phasebook, che permettono una laminazione accurata e precisa, fornendo al laminatore tutte le informazioni grafiche e tecniche per poter lavorare al meglio.
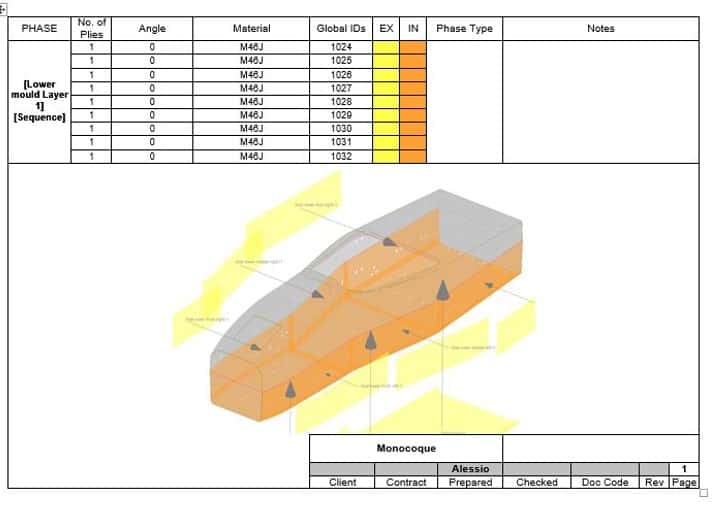
Esempio di phase book realizzato con Laminate Tools
Come citato in precedenza, il programma viene utilizzato principalmente per la produzione dei vari componenti in composito. Prima di produrre un qualsiasi elemento del prototipo bisogna, ovviamente, progettarlo.
La monoscocca della stagione 2016-2017
Le fasi di progetto che hanno preceduto l’uso di Laminate Tools sono state:
- Benchmarking del telaio precedente: determinazione dei punti di forza e delle debolezze;
- Identificazione degli obiettivi per il nuovo telaio;
- Individuazione delle condizioni di carico statiche, dinamiche e di regolamento
- Identificazione dei laminati (zone regolamentate e aree libere);
- Ottimizzazioni strutturali (per i materiali compositi: forma e dimensioni delle pelli, orientazione e sequenza di laminazione);
- Laminate Tools per la produzione di tutti i documenti di laminazione.
Trattandosi di una competizione studentesca, la SAE prescrive tutta una serie di carichi statici a cui il telaio deve essere sottoposto al fine di garantire la sicurezza del guidatore e degli altri partecipanti (simulazione di ribaltamento, impatto frontale e laterale).

Fase della realizzazione della monoscocca in fibra di carbonio
Il laminato delle monoposto può essere concettualmente diviso in due parti: una regolamentata, per cui la SAE prescrive la necessità di fornire un’equivalenza strutturale con una struttura in tubi di acciaio, ed una parte libera in cui i team non devono fornire dati relativi a test fisici.

La monoscocca completata
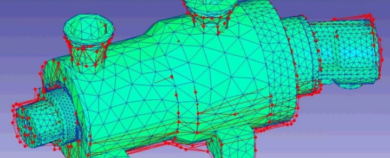
La parte regolamentata è quella porzione di struttura tra la superficie superiore del pannello del fondo vettura, fino ad un’altezza di 350 mm dal suolo. Qui il materiale deve dimostrare l’equivalenza con due tubi di acciaio in termini di flessione e taglio. Nella parte libera, invece, non sono previsti test specifici ma va comunque garantita l’integrità strutturale. Se gli attacchi cintura sono integrati nella struttura della scocca, deve essere dimostrato che il laminato sia in grado di resistere ad uno sforzo di taglio pari a 13 kN.
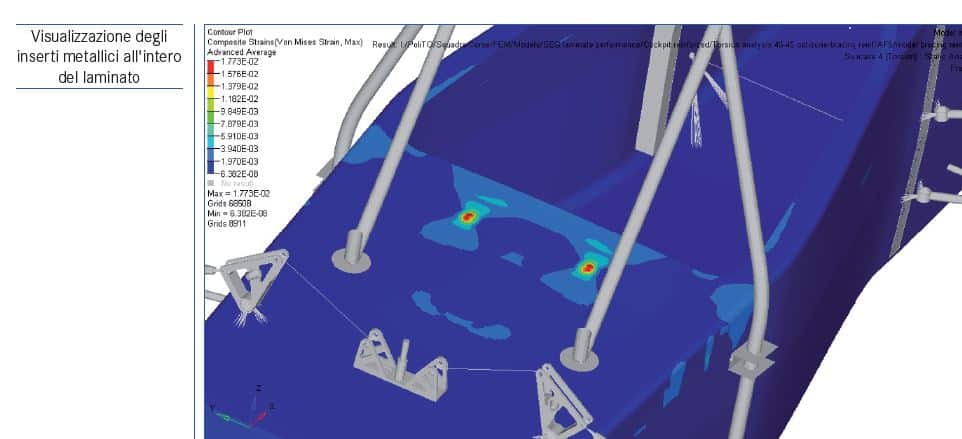
Visualizzazione deformazioni a seguito di tiro attacchi cinture
La laminazione
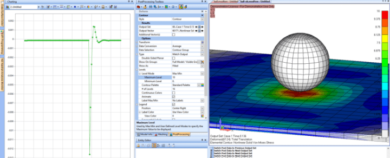
Le funzionalità di Laminate Tools per noi più importanti sono quelle legate ai dati di produzione: la generazione del lay-up, del plybook o phasebook e lo sviluppo in piano delle pelli per il taglio. Mediante Laminate Tools è possibile gestire le ply che costituiscono il laminato. Per gestire si intende la possibilità di definirle secondo la loro forma ed in base al materiale di cui sono costituite (tessuto o unidirezionale). Avendo a disposizione questi dati, il software esegue l’analisi di drappeggio, ovvero analizza le distorsioni a cui sono soggette le fibre nel momento in cui le si va a disporre sugli stampi o sulle altre pelli. Questo dà un’idea della possibile deformazione (solitamente locale) di trama ed ordito, e, quindi, dell’allontanamento dalle condizioni ideali di progetto.
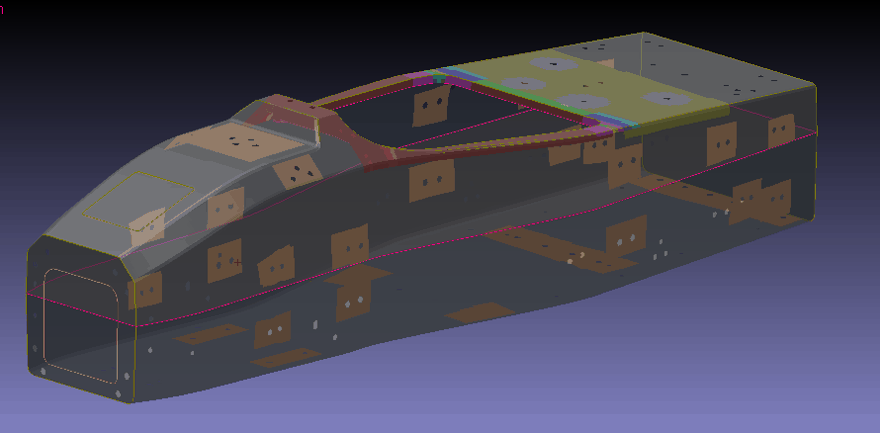
Visualizzazione degli inserti metallici all’intero del laminato
Laminate Tools offre anche gli strumenti per risolvere il problema, ovvero predispone la possibilità di eseguire dei tagli nelle zone di maggiore deformazione al fine di ridurre la tensione locale. Una volta definite tutte le pelli, è possibile organizzarle in un lay-up che descrive la sequenza di laminazione. Tutte queste informazioni sono riassunte nel plybook, utilizzato durante la fase di laminazione, che mostra come vanno poggiate le pelli sullo stampo o sul laminato.
Quanto sopra citato descrive solo alcune delle innumerevoli potenzialità di Laminate Tools. Per esempio, può tener conto del continuo aumentare dello spessore del laminato, in modo da definire propriamente le dimensioni dello sviluppo delle pelli. Il software permette anche di lavorare con i layer, definendo, zone in cui non va inserito il core in un pannello sandwich poiché si utilizzeranno degli inserti. Gli sviluppi in piano delle pelli sono files fondamentali per la gestione di un altro aspetto della produzione: la riduzione degli scarti tramite il nesting sui rotoli di carbonio.

La monoposto finita
Il curing
Oltre alla laminazione, un altro fondamentale processo per quanto concerne i materiali compositi è il curing, ovvero la cottura in autoclave. Una fase di curing mal gestita, infatti, può rendere inutilizzabile qualunque laminato, anche il migliore. Per ottenere ottimi risultati il sacco per il vuoto deve essere sufficientemente grande in modo da premere uniformemente su tutte le aree d’interesse e senza fori in modo da evitare l’ingresso dell’aria. Di massima importanza sono le scelte di tempo, temperatura e pressione, così come le curve secondo cui questi parametri variano. Ogni combinazione rinforzo-matrice presenta le proprie curve di riferimento che definiscono i valori da utilizzare in termini di rampe di riscaldamento, periodi di mantenimento e rampe di raffreddamento.
La progettazione e la costruzione di una monoscocca in fibra di carbonio sono processi costituiti da molte fasi, ognuna delle quali risulta fondamentale per la riuscita del manufatto.
Laminate Tools si è dimostrato un valido aiuto per gestire al meglio molte di esse. Per quanto riguarda la produzione, con LT si può:
- Definire le pelli (materiale, orientamento e posizione);
- Definire il lay-up (sequenza di laminazione);
- Creare i documenti per la laminazione (phasebook, plybook)
- Estrarre gli sviluppi in piano delle pelli;
Su queste ultime geometrie 2D si può, a posteriori, eseguire un post-processing andando a correggere dove necessario la forma, e successivamente eseguire il nesting delle pelli sui rotoli di carbonio per minimizzare gli sprechi. Da qui le pelli possono essere tagliate, laminate e processate in autoclave.
Laminate Tools, essendo così versatile ed affidabile, è stato utilizzato anche per la produzione della monoscocca della stagione in corso.
Laminate Tools e la Formula SAE
SmartCAE e Anaglyph sponsorizzano già da diversi anni i team italiani di Formula SAE mettendo a loro disposizione licenze e supporto tecnico sul software Laminate Tools.
Scopri quali sono le squadre supportate quest’anno!
Argomenti correlati
Webinar
Articoli